福建力兴机电设备器材有限公司
热镀锌加工生产厂家
 定制热线:
定制热线:
178-5085-4444
+
 微信号:联系方式(头部)(微信)
微信号:联系方式(头部)(微信)

微信号:联系方式(头部)(微信)
热镀锌加工生产厂家
定制热线:
微信号:联系方式(头部)(微信)

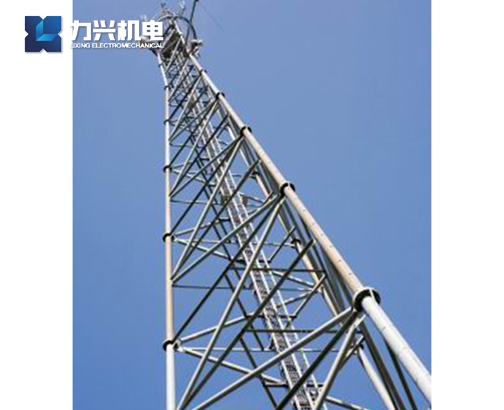
表面预处理不良是漏镀的主要原因:钢材在出厂、储存、运输和加工过程中不可避免地会沾上油漆或矿物油脂,有时在焊接部件的检验表面涂上难以清洗的特殊油脂,表面杂质单独酸洗去除,从而造成容易漏镀。

| 公司地址 :福建省福州市长乐区漳港街道山边村西路666号(长乐公交625路山边招呼站) 公司邮箱 :178-5085-4444 公司电话 :0591-28629596(办公室) Copyright © 福建力兴机电设备器材公司 All rights reserved 备案号: 闽ICP备18022962号-1 主营区域: 福建 福州 泉州 三明 厦门 江西 北京 宁德 上海 杭州 技术支持: |






 闽公安备案号:
闽公安备案号:
 首页
首页
 微信
微信
 电话
电话
 短信
短信